Giới thiệu
Với tính kinh tế của mình, nước giải khát đóng chai có mức tiêu thụ lớn. Tuy nhiên, với việc xoay vòng tái sử dụng nhiều lần, chai thu gom từ nhiều nguồn khác nhau là một vấn đề cần được kiểm soát chặt chẽ vì đó chính là nguồn gốc của nhiều mối nguy có thể gây nhiễm bẩn nước. Mặt khác, tùy từng dây chuyền sản xuất, khả năng làm việc cũng khác nhau, điều đó có thể ảnh hưởng nhiều đến việc kiểm soát an toàn và chất lượng của sản phẩm.
Chính vì thế mà việc xây dựng hệ thống quản lý chất lượng HACCP cho dây chuyền sản xuất nước giải khát đóng chai là một việc làm hết sức cần thiết để đảm bảo không tồn tại một mối nguy nào gây hại đến sức khỏe của con người. Trong đó, quy phạm vệ sinh SSOP đóng một vai trò rất quan trọng trong việc hỗ trợ cho hệ thống HACCP. Khi các quy trình vận hành tiêu chuẩn vệ sinh đã được hoàn chỉnh thì HACCP có thể hữu hiệu hơn bởi vì nó có thể tập trung vào những rủi ro liên quan đến thực phẩm hoặc việc chế biến thực phẩm.
Trong khuôn khổ bài viết này, chúng tôi sẽ trình bày 10 lĩnh vực cần xây dựng quy phạm vệ sinh SSOP cho nhà máy sản xuất nước giải khát đóng chai như sau:
SSOP 1: An toàn nước
Yêu cầu: Nước sử dụng trong thực phẩm, nước dùng tiếp xúc trực tiếp thực phẩm và các bề mặt tiếp xúc thực phẩm phải đảm bảo an toàn vệ sinh.
Nước an toàn phải đạt theo tiêu chuẩn 505/BYT, các tiêu chuẩn riêng của ngành hya tiêu chuẩn của nước nhập khẩu mặt hàng thực phẩm đó.
Nước có thể được lấy từ nguồn nước thủ cục hoặc tự khai thác từ giếng khoan. Đối với nguồn nước tự khai thác phải thiết lập một hệ thống xử lý hiệu quả, đa tầng. phải có kế hoạch kiểm tra chất lượng nước để đảm bảo nguồn nước sử dụng là an toàn.
Những nội dung của việc kiểm soát chất lượng nước:
- Lập sơ đồ hệ thống cung cấp nước.
- Kiểm soát hoạt động của hệ thống để duy trì tốt hoạt động của hệ thống xử lý, bảo vệ và ngăn ngừa nguồn nước khỏi nguy cơ nhiễm bẩn.
- Kiểm tra chất lượng nước: lập kế hoạch và lấy mẫu kiểm nghiệm, xử lý các sự cố khi có kết quả.
SSOP 2: An toàn nguồn nước đá
Yêu cầu: Nước đá tiếp xúc với thực phẩm phải đảm bảo an toàn vệ sinh. Phải có kế hoạch kiểm soát chất lượng nước dùng sản xuất nước đá và điều kiện sản xuất bảo quản vận chuyển.
SSOP 3: Vệ sinh các bề mặt tiếp xúc với sản phẩm
Yêu cầu: Các bề mặt tiếp xúc thực phẩm phải đảm bảo không là nguồn lây nhiễm cho sản phẩm trong quá trình chế biến
Các bề mặt tiếp xúc với thực phẩm (kể cả vật liệu bao gói sản phẩm, găng tay, dụng cụ bảo hộ lao đông phải được làm từ các vật liệu và có cấu trúc thích hợp không chứa các hợp chất gây nhiễm bẩn thực phẩm.
Thiết lập các biện pháp kiểm soát việc vệ sinh và khử trùng các bề mặt tiếp xúc:
- Làm vệ sinh và khử trùng với hóa chất, tác nhân thích hợp và theo quy định nhà nước (5/TĐC- QĐ), phương pháp thực hiện phù hợp đúng tần suất.
- Bảo quản các bề mặt tiếp xúc thực phẩ, đúng cách và sử dụng đúng mục đích.
- Có kế hoạch lấy mẫu kiểm tra việc làm vệ sinh và khử trùng.
SSOP 4: Ngăn ngừa sự nhiễm chéo
Yêu cầu: ngăn ngừa được sự nhiễm chéo từ những vật thể không sạch vào thực phẩm và các bề mặt tiếp xúc với sản phẩm.
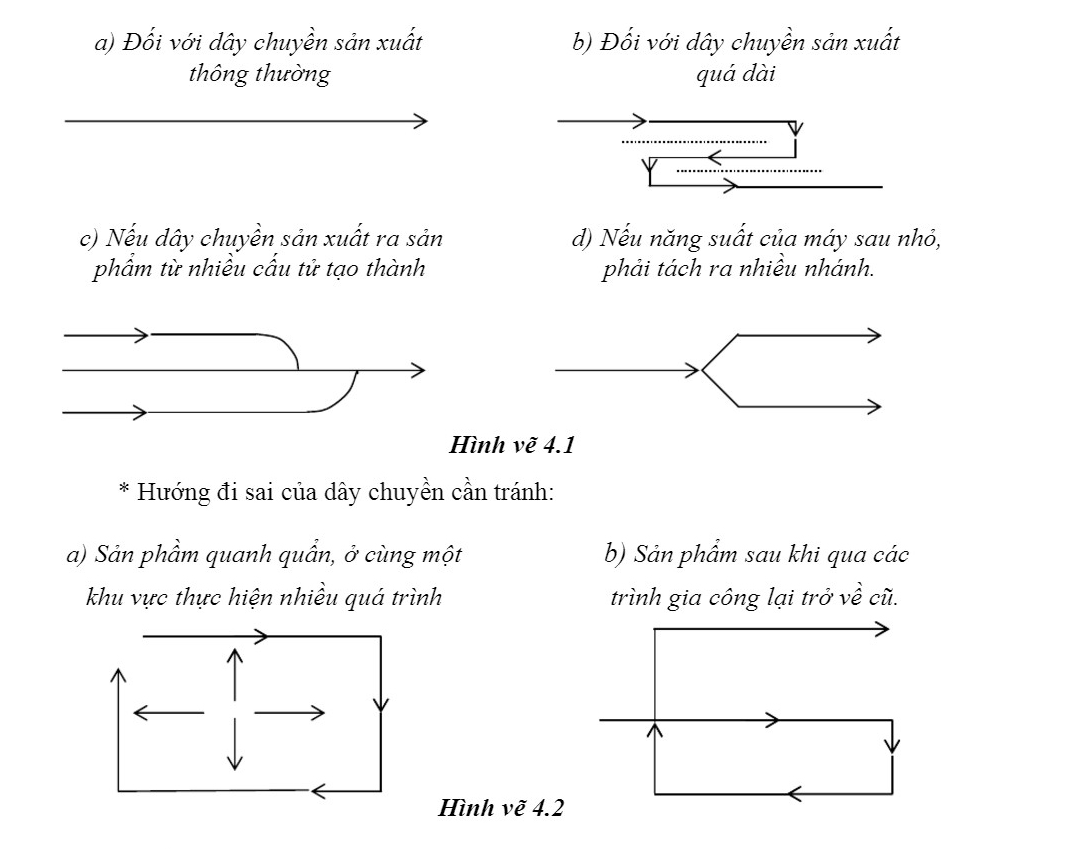
Cần phân tích và nhận diện khả năng nhiễm chéo do: đường đi của sản phẩm, nước đá, bao bì phế liệu, công nhân, khách, …, việc lưu thông không khí và hệ thống nước thải.
Các yếu tố phải kiểm soát cho quy phạm này:
- Sự lưu thông của nguyên liệu, sản phẩm, nước đá, phế liệu, công nhân, bao bì, …
- Đối với các hoạt động, các khu vực có khả năng nhiễm chéo phải ngăn cách nghiêm ngặt (về không gian, thời gian) khi sản xuất các sản phẩm có độ rủi ro khác nhau và phân biệt các dụng cụ ở từng khu vực có độ sạch khác nhau.
- Các hoạt động của công nhân (làm việc đúng vị trí và nhiệm vụ, giữ gìn vệ sinh, …).
SSOP 5: Vệ sinh cá nhân
Yêu cầu: công nhân phải đảm bảo vệ sinh cá nhân trước khi sản xuất
Để thực hiện tốt yêu cầu này, hiện trạng hệ thống rửa và khử trùng tay, phòng thay đồ bảo hộ lao động, nhà vệ sinh phải duy trì trong điều kiện tốt như đã đề cập trong chương trình GMP, xây dựng các quy định về hoạt động vệ sinh cá nhân.
Xây dựng các thủ tục về:
- Hoạt động bảo trì và kiểm tra tình trạng hoạt động thực tế các điều kiện phục vụ vệ sinh.
- Quản lý và sử dụng đồ bảo hộ lao động.
- Thực hiện rửa và khử trùng tay, vệ sinh.
- Lấy mẫu kiểm chứng hiệu quả việc thực hiện vệ sinh.
Kiểm tra vệ sinh hàng ngày và lưu hồ sơ.
SSOP 6: Bảo vệ các sản phẩm tránh các tác nhân lây nhiễm
Yêu cầu: không để thực phẩm, bao bì và các bề mặt tiếp xúc với thực phẩm bị nhiễm bẩn bởi các tác nhân gây nhiễm.
Đối với quy phạm này, cần xem xét các yếu tố như sự ngưng tụ hơi nước ở các cấu trúc phía trên sản phẩm, khả năng kiểm soát vệ sinh của các bề mặt không tiếp xúc trực tiếp với sản phẩm, khả năng ảnh hưởng của chất độc hại như dầu bôi trơn, hóa chất… và các hoạt động có khả năng tạo sự lây nhiễm.
Xây dựng các thủ tục về hoạt động bảo trì thiết bị, thực hiện và kiểm soát việc làm vệ sinh, lấy mẫu kiểm tra, lưu hồ sơ việc kiểm soát vệ sinh hàng ngày.
SSOP 7: Sử dụng và bảo quản hóa chất độc hại
Yêu cầu: đảm bảo việc sử dụng và bảo quản hóa chất để không gây hại cho sản phẩm.
Kho bảo quản hóa chất phải được xây dựng tách biệt dây chuyền sản xuất, các quy định được sử dụng hướng dẫn cho người có liên quan và thi hành nghiêm túc.
Xây dựng các thủ tục như sau:
- Lập danh mục các hóa chất sử dụng
- Các điều kiện bảo quản vận chuyển, các dụng cụ chứa đựng và ghi nhãn cho từng loại hóa chất
- Đào tạo về cách sử dụng và phân công người chuyên trách
Xây dựng hệ thống hồ sơ các danh mục hóa chất, theo dõi việc nhập xuất và sử dụng.
SSOP 8: Kiểm soát sức khỏe công nhân
Yêu cầu: đảm bảo công nhân không là nguồn lây nhiễm thực phẩm
Phải thành lập phòng y tế tại nơi cơ sở sản xuất, thực hiện các chế độ kiểm tra sức khỏe cho nhân viên theo định kỳ và đủ các điều kiện khám bệnh thông thường.
Cần thực hiện các thủ tục sau:
- Kiểm tra sức khỏe định kỳ.
- Kiểm tra hàng ngày: thông tin nhắc nhở việc giữ gìn sức khỏe và vệ sinh cho mọi người, kiểm soát sức khỏe vệ sinh trước khi vào trong quá trình sản xuất.
Lập hệ thống hồ sơ giám sát: theo dõi vệ sinh hàng ngày, cấp phiếu kiểm tra sức khỏe ban đầu và định kỳ, các trường hợp bệnh lý và biện pháp xử lý.
SSOP 9: Kiểm soát sinh vật gây hại
Yêu cầu: phải ngăn ngừa và tiêu diệt hiệu quả sinh vật gây hại
Cơ sở sản xuất phải được trang bị đầy đủ hệ thống ngăn chặn động vật gây hại (màn, lưới chắn, …) và các biện pháp tiêu diệt, xử lý sự xâm nhập của chúng.
Xây dựng hệ thống thủ tục:
- Bảo trì tốt hệ thống chống sự xâm nhập và tiêu diệt côn trùng gây hại.
- Loại bỏ các khu vực dẫn dụ hoặc tạo điều kiện thuận lợi cho động vật gây hại kiếm ăn, sinh sản hoặc ẩn náu.
- Lập sơ đồ và kế hoạch đặt bẫy, bã và kế hoạch phun thuốc diệt côn trùng.
- Thực hiện các kế hoạch trên mà không làm ảnh hưởng đến sản xuất, nhiễm bẩn thực phẩm.
Lưu giữ hồ sơ các sơ đồ kế hoạch đặt bẫy, bã và theo dõi việc ngăn chặn và tiêu diệt vi sinh vật gây hại.
SSOP 10: Kiểm soát chất thải
Yêu cầu: hoạt động thu gom, xử lý chất thải không gây nhiễm bẩn cho sản phẩm.
Đối với chất thải rắn: có thủ tục thu gom, vận chuyển, chứa đựng phế liệu:
- Đảm bảo phù hợp với từng loại phế liệu và mục đích sử dụng của dụng cụ.
- Tần suất và thao tác việc thu gom chất thải rắn phải không làm ảnh hưởng đến công việc sản xuất và nhiễm bẩn vào thực phẩm.
- Người thực hiện được đào tạo huấn luyện kỹ càng về công việc.
Đối với chất thải lỏng:
- Kiểm soát hoạt động của hệ thống thoát nước và xử lý nước thải của nhà máy chắc chắn hiệu quả đủ năng lực giải quyết hoàn toàn lượng nước thải và không làm ô nhiễm môi trường.
- Làm vệ sinh và bảo trì thường xuyên hệ thống.
- Kiểm soát sự chảy ngược.
- Đảm bảo hệ thống xử lý nước thải không gây nhiễm vào sản phẩm.
Hình thức của quy phạm vệ sinh SSOP:
Một quy phạm SSOP được thể hiện dưới dạng văn bản và gồm 4 phần:
- Yêu cầu (hay mục tiêu).
- Điều kiện hiện có của doanh nghiệp.
- Các thủ tục cần thực hiện.
- Phân công thực hiện và giám sát.
Mỗi quy phạm phải được phê duyệt bởi người có thẩm quyền.
Tuỳ theo mỗi cơ sở sản xuất, chế biến thực phẩm, nội dung của SSOP có thể khác nhau. Hoặc phải kiểm soát đầy đủ các lĩnh vực đảm bảo vệ sinh an toàn như trên hoặc chỉ kiểm soát một số lĩnh vực (ví dụ ở cơ sở không cần sử dụng nước đá hoặc hoá chất…), hoặc phải xây dựng SSOP cho một số lĩnh vực khác.
Theo FOSI